



医用防护服作为防化服中的一类,主要用于医护人员穿着。理想的医用防护服应该具有多功能性,既要能保护医护人员免受有毒有害的液体、气体或具传染性的病毒和微生物侵袭,又要穿着舒适,在具备阻隔性能的同时,还要具备透气性、抗菌性及防致敏性,不得危害人体健康。除此之外,防护服面料选择还要考虑成本及废弃后的环保问题。
要求做到“三拒一抗”,即拒水、拒血液、拒酒精以及抗静电的医用防护服,与一般的织造材料不同,采用的是特殊的复合材料,可以通过不同材料复合,如用聚乙烯/聚丙烯纺黏非织造布,与透气微孔薄膜或其他非织造布复合,或用水刺非织造布与透气微孔薄膜复合,或用木桨复合水刺非织造布。目前国内市场上正在销售和研发的几种医用防护服所用的非织造材料主要有以下几种:
◆聚丙烯纺粘布
◆聚酯纤维与木浆复合的水刺布
◆聚丙烯纺粘一熔喷一纺粘复合非织造布,即SMS或SMMS
◆高聚物涂层织物
◆聚乙烯透气膜/非织造布复合布
◆ TPU透湿膜/非织造布复合布
常见的医用防护服通常由帽子、上衣、裤子组成的连身式结构,在制作中有着严格标准,包括防护性(密封性)、服用性、安全卫生性。通过裁剪、缝合、上松紧、粘合压胶条才能制作出的医用防护服,涉及到的工艺离不开这三种:平缝、包缝、压胶。
防护服之所以能达到如此高的密封性,离不开这最重要的一步压胶。当车工缝纫好防护服后,需要经过热封机将防护服中所有线迹、针孔进行压胶密封,以防止粉尘或是液体从缝纫的针孔中进入,增强防护服的隔离性能和使用安全。如下图所示,压胶是通过热封机,把热封胶条热压在防护服的针孔位置,保证针孔位置的密闭。
这次爆发的新型冠状病毒肺炎疫情,随着疫情扩散,各地医疗物资需求激增,最紧缺的是医用防护服。春节期间,进口防护服和库存防护服发挥了重要作用,后续防护服供应主要以国内为主。工信部采取以下措施:
1,加大力度增产扩能;
2,做好供需对接,全力保障疫情防控所需;
3,加强调拨全流程控制,确保重点医疗物资全程可控,按时抵达。
针对医用防护服仍然短缺的现状,已经多家服装企业响应国家号召开始转产“防护服”,同时加班加点努力提升产能。工信部官网也在2月9日发布了《医用防护服生产用压条机信息征集倡议书》,称医用防护服产量上升,但仍难满足当前的防疫救治需求,其中,缺少压条机(又称热风缝口密封机、贴条机、热封机)以及配套的热封胶条是制约增产扩能的瓶颈。
市面较流行的一次性医用防护服材料主要以下几种:

这些材料对应的密封工艺也不同,聚丙烯无纺布、SMS无纺布可以采用热压的方式封边,即两层面料通过热压机加温,直接粘合在一起。热压部位会因为热压的均匀性不足导致静水压波动。
聚乙烯微孔膜/无纺布,需要使用热封的方式进行密封,使用热封机把聚乙烯微孔膜专用的聚乙烯热封胶条(后面统称PE热封胶条)压合在缝线位置,保证密闭性。
TPU薄膜/无纺布,与聚乙烯微孔膜/无纺布密封方式相同,使用热封机把TPU热封胶条压合在缝线位置,保证密闭性。
PE热封胶条
PE热封胶条需要配合聚乙烯微孔膜/无纺布使用。
PE热封胶条的生产方式是把热熔胶涂在专用的基材上面,主要分为涤纶+热熔胶,EVA+热熔胶以及PE/EVA+热熔胶。先把基材生产出来,再把热熔胶复合到基材表面。行业里也把所用聚烯烃热熔胶称为TPR。
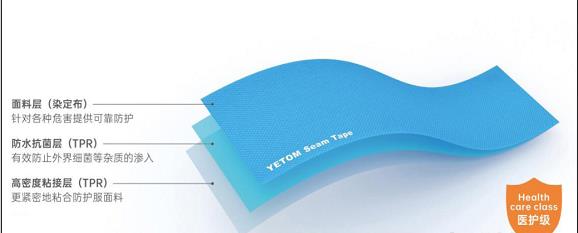
防护服密封条结构
首先需要制造面料,染整,这个属于纺织工业的范畴,生产速度受到很大的限制。同时涂敷的热熔胶熔点很低50-70℃,大多采用刮涂的方式生产,先把基材生产出来,再把热熔胶材料用溶剂融化以后,刮涂在基材表面,然后烘干以后卷取成卷;也可以采用流延挤出的方式,把热熔胶材料流延在基材表面,卷取后收大卷。最后把大卷的胶条分切成小卷的胶条。因为生产过程从纤维制造,纺织,染整开始,还有树脂合成,加工涂敷,产业链条比较长,工艺复杂。由于TPR树脂强度低,必须由面料层提供基础的强度,所以面料和树脂缺一不可。
PE热封胶条的刮涂生产工艺主要有几个弊端,生产过程有溶剂,生产会对环境造成污染,溶剂如果挥发不完全,可能会有残留;刮涂的生产方式效率较低,5米/分钟左右,严重影响效率。流延挤出热熔胶材料流在基材上,热熔胶材料的熔点太低50-70℃,加工起来比较困难,生产速度也比较慢。
因为聚乙烯材料的熔点较低(100-120℃),热封机的温度设定也比较低,压胶条的速度会偏慢5-8米/分钟,太快可能烫坏聚乙烯微孔薄膜,造成漏水,加工要求工人的熟练程度以及技术要求都比较高。
TPU热封胶条
TPU热封胶条需要配合TPU薄膜/无纺布使用,因为TPU胶条与PE薄膜不相容不能粘合上。
TPU热封胶条生产防水比较简便,使用TPU吹膜或者TPU流延生产设备制造成薄膜,然后分切成小卷即可完成。1台TPU制膜设备生产速度15米/分钟左右(换算成胶条宽度相当于100-120米/分钟),速度比PE热封胶条快很多。并且TPU薄膜生产设备通用性很强,产能完全不是问题。TPU热封胶条可以是两层结构的,一层是高温TPU,提供极佳的阻隔性和强度,另一层是低温热熔胶TPU,提供优良的焊接牢度和贴合速度。因为TPU的拉伸强度很高,通常可达30~50兆帕,比TPR要高5~6倍,所以tpu防水条根本不需要植物层,本身的强度足以达到防水放渗阻菌的要求(目前市场上的休闲服登山服都是这样的结构)。而且TPU产业在中国已经得到了极大的发展,从原材料合成到各种生产设备,制膜企业的技术水准都很高,产品具有很高的性价比,在国际上也具有非常强大的竞争力。
高温TPU薄膜的熔点150-170℃,远高于聚乙烯薄膜,低温热熔胶TPU,
熔点可以选择70-120℃所以压胶条的速度可以达到15米/分钟左右,效率也大大提升,加工难度也比较低。
国标《医用一次性防护服技术要求》GB 19082-2009规定,防护服关键部位静水压应不低于1.67kPa(17cmH2O)。这个静水压的标准其实很低,我司很多服装的客户,要求做成成品衣服后,压胶条位置静水压>30kPa(300cm H2O)以上;要求稍高的压胶条位置静水压>50kPa(500cm H2O)以上,是防护服规定的静水压要求的几十倍,TPU胶条可以轻易的达到。
业务咨询:0755-27907896
统一客服热线:400 0199 838
联系人:蔡先生/刘小姐
地址:深圳市宝安区航城街道九围社区强荣东工业区E2栋2楼
讯科检测竭诚为您服务!