



剃齿刀是直齿和斜齿渐开线圆柱齿轮的一种精加工刀具。剃齿时,剃齿刀的切削刃沿工件齿面剃下一层薄金属,可以有效的提高被剃齿轮的精度和齿面质量;并且加工效率高,刀具寿命长,大批量生产中等精度圆柱齿轮时应用最广泛的一种加工刀具。
1.剃齿刀试件的选取及外观检验
从客户处要回的失效剃齿刀中随机抽取了4件,检测情况如表1~表4所示。
表1 失效刀具崩刃情况对比
剃齿刀编号 | 生产批号 | 锐角侧崩刃程度 | 钝角侧崩刃程度 |
1# | 2010.1 | 6齿崩刃 | 3齿崩刃 |
2# | 2009.9 | 3齿崩刃 | 0齿崩刃 |
3# | 2010.1 | 6齿崩刃 | 1齿崩刃 |
4# | 2010.1 | 6齿崩刃 | 4齿崩刃 |
表2 剃齿刀试件化学成分分析
剃齿刀编号 | C | W | Mo | Cr | V |
1# | 0.836 | 6.03 | 4.81 | 4.11 | 1.88 |
2# | 0.840 | 5.70 | 4.84 | 4.16 | 1.92 |
3# | 0.765 | 8.80 | 3.08 | 4.20 | 1.51 |
4# | 0.834 | 5.86 | 4.88 | 4.12 | 1.94 |
表3 剃齿刀试件硬度检测表(用HR-150A型洛氏硬度计检测)
剃齿刀编号 | 心部硬度 | 中部硬度 | 刃齿硬度 | 硬度散差△HRC |
1# | 64.13 | 64.41 | 63.52 | △0.89 |
2# | 64.41 | 64.19 | 65.00 | △0.81 |
3# | 64.48 | 64.17 | 65.11 | △0.94 |
4# | 64.01 | 64.00 | 63.03 | △0.97 |
表4 剃齿刀试件显微硬度检测表(用恒一F-700型维氏显微硬度计检测)
剃齿刀 编号 | 刃尖硬度 (HV1) | 相对应的HRC 换算值 | 心部硬度 (HV1) | 相对应的HR C换算值 | 硬度散差 △HRC |
1# | 859.5 | 66.3 | 818.4 | 64.9 | △1.4 |
2# | 845.3 | 65.8 | 807.6 | 64.2 | △1.6 |
3# | 859.3. | 66.3 | 816.6 | 64.8 | △1.5 |
4# | 845.1 | 65.8 | 817.6 | 64.8 | △1.0 |
2.剃齿刀试件金相组织检测
检测情况如图1和图2所示。检测情况汇总如表5所示。
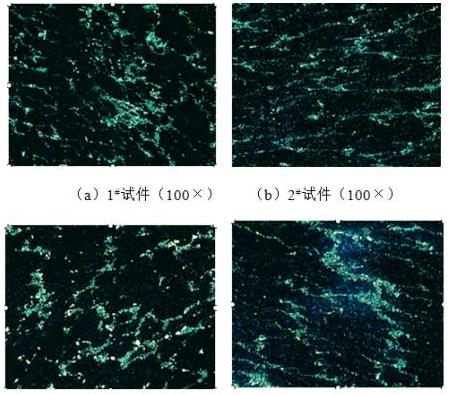
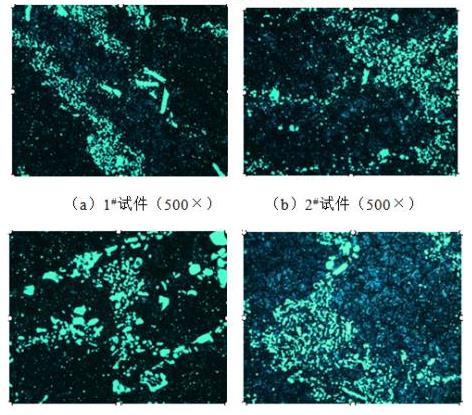
表5 检测情况汇总
剃齿刀编号 | 晶粒度级别 | 过热程度级别 | 回火程度级别 | 碳化物堆积程度级别 | 碳化物不均匀度级别 | 大颗粒状碳化物尺寸/μm | 鱼骨状碳化物 |
1# | 10 | 1 | 2 | 2 | 4 | 8 | 无 |
2# | 10 | 1 | 1 | 2.5 | 4 | 6 | 无 |
3# | 10.5 | 1 | 1 | 2 | 5 | 8~12 | 有 |
4# | 10 | 1 | 2 | 3 | 4.5 | 8 | 局部有 |
3.碳化物堆积与偏析情况分析及应对措施
高速钢的铸态组织往往由鱼骨状Ld,中心黑色的δ共析以及白亮的M+г,组成。高速钢铸态组织中的碳化物分布是极不均匀的。特别是存在着鱼骨状的莱氏体,是影响高速钢工艺性能和使用性能的关键因素。高速钢中的共晶碳化物(即一次碳化物)和部分从奥氏体中析出的碳化物(即二次碳化物)即使加热到很高的温度也不会发生溶解。只能靠轧制和锻造来改变其形状和分布。而这种碳化物的形状,尺寸和分布情况,对高速钢刀具的性能和使用寿命有很大影响。当碳化物呈现大颗粒或者大堆积状态时,刀具容易出现崩刃和折断。在相同的加热条件下,碳化物集中的地方合金元素聚集,造成局部熔点降低。容易出现局部位置过热或者过烧,同时碳化物和合金元素聚集的地方由于过冷奥氏体稳定。降低了局部位置的Ms点,使得在同一刀具的不同局部的组织转变出现了有先有后的顺序,增大了组织应力使得开裂倾向增大。必须通过轧制和锻造将粗大的聚集态共晶碳化物打碎使其均匀分布,才能改善其性能。
高速钢钢锭通过轧制成为钢材时由于变形程度的不同碳化物的破碎程度和分布情况也不相同,碳化物尺寸越大其偏析程度也越高。因此对于尺寸比较大的要求碳化物均匀性比较高的刀具,仅仅通过热轧是不能满足要求的。则对于高速钢的改锻势在必行。必须多次反复镦粗拔长才可以使碳化物破碎成均匀细小的孤立颗粒。
锻造的设备吨位偏小时,锻打力量不能够传递到中心,致使中心部位的碳化物不能被击碎,偏析程度不能够得到改善。而当锻造设备吨位过大,锻打力度偏大时候又容易出现锻造裂纹。在锻造比小于16时,随着锻造比的增大其碳化物偏析的级别迅速下降,一般取10左右为最好。适用于制造简单薄饼形状刀具的改锻方法为单向镦粗法,可在钢材的碳化物偏析级别和锻件要求的碳化物偏析级别接近时采用,毛坯长径比一般小于3。单向反复镦拔不会使材料中心的金属流到外层来。可保证表层金属碳化物分布比较细小均匀,适用于锻打这种切削刃齿在圆周表面的刀具。
4.盐浴脱氧质量分析及措施
可以看出1#试样和4#试样的刃齿表层硬度低于切削齿中部硬度和心部硬度,有表层脱碳的可能性存在。根据表4的硬度检测情况看刃齿从最表层到内层显微硬度明显不均匀,这和高速钢冶炼过程中的材质偏析和碳化物偏析以及堆积程度有关;图1和图2的金相检测结果也验证了该点。表4的检测结果中1#试样和4#试样的刃齿表层硬度没有低于切削齿心部硬度,与表3的结果不能很好吻合,这可能和维氏硬度到洛氏硬度的换算值与直接用洛氏硬度计的测量值之间存在误差有关。
业务咨询:0755-27907896
统一客服热线:400 0199 838
联系人:蔡先生/刘小姐
地址:深圳市宝安区航城街道九围社区强荣东工业区E2栋2楼
讯科检测竭诚为您服务!